OEE (Overall Equipment Effectiveness), czyli całkowita efektywność wyposażenia, to wskaźnik stosowany w zakładach produkcyjnych do oceny, jak efektywnie wykorzystywane są maszyny i linie technologiczne. Łączy on w jednym wyniku trzy elementy: dostępność maszyny, jej wydajność oraz jakość wytwarzanych produktów.
Wartość ta wyrażana jest w procentach. Im jest wyższa, tym lepiej maszyna lub linia produkcyjna jest wykorzystywana w stosunku do swojego teoretycznego maksimum. Poziom 100% oznaczałby produkcję bez żadnych przestojów, przy maksymalnej prędkości i bez choćby jednej wadliwej sztuki — w praktyce taki wynik jest w przemyśle nieosiągalny.
Z czego składa się wskaźnik OEE?
Jest on iloczynem trzech składowych. Każda z nich opisuje inny rodzaj strat, jakie mogą wystąpić podczas produkcji.
Dostępność (Availability)
Dostępność określa, jaki procent zaplanowanego czasu produkcji maszyna faktycznie pracowała. Obniżają ją awarie, przezbrojenia, planowane przeglądy oraz inne przestoje.
Wydajność (Performance)
Wydajność pokazuje, jak szybko maszyna pracowała w porównaniu do swojej maksymalnej, projektowej prędkości. Spadki wydajności wynikają m.in. ze zwolnionego tempa pracy, drobnych mikroprzestojów lub zużycia narzędzi.
Jakość (Quality)
Jakość to udział produktów zgodnych w całkowitej liczbie wyprodukowanych sztuk. Obniżają ją braki, odpady oraz produkty wymagające poprawek.
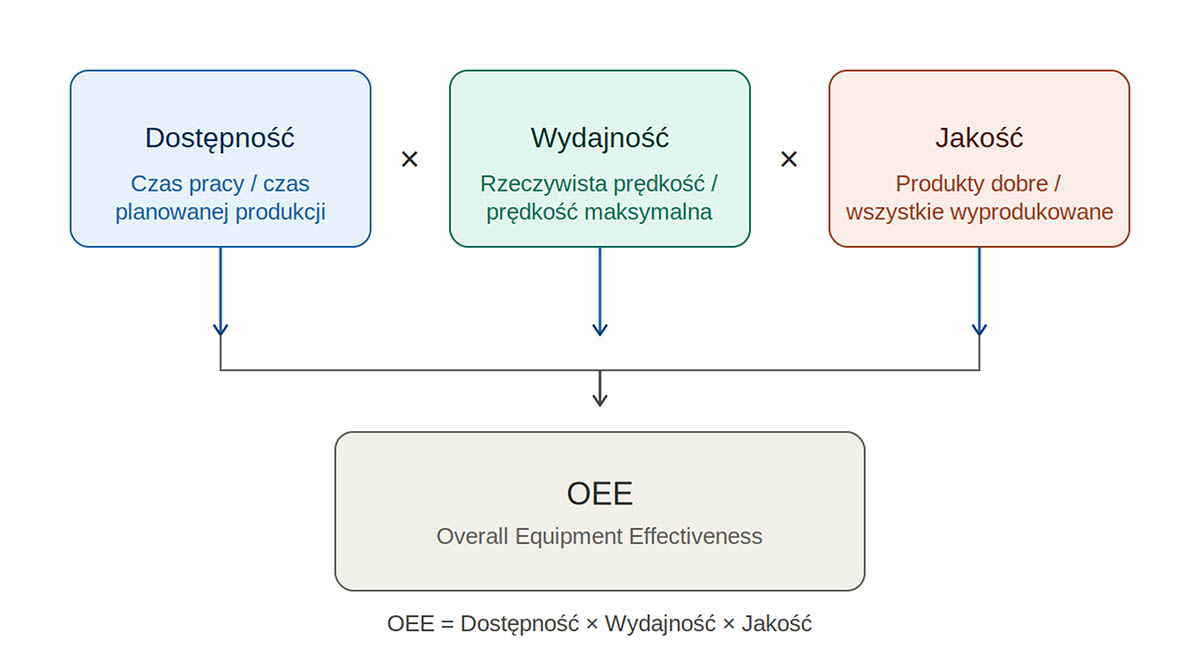
| Składowa OEE | Co mierzy |
| Dostępność | Czas faktycznej pracy maszyny / czas planowanej produkcji |
| Wydajność | Rzeczywista prędkość produkcji / maksymalna prędkość teoretyczna |
| Jakość | Liczba produktów dobrych / całkowita liczba wyprodukowanych sztuk |
Dlaczego OEE jest ważne w zakładzie produkcyjnym?
Same dane o liczbie wyprodukowanych sztuk lub czasie pracy maszyny nie mówią, czy zakład wykorzystuje swój potencjał produkcyjny. Ten wskaźnik pozwala połączyć te informacje w jeden, łatwy do porównania wynik.
Koncepcja ta wywodzi się z metodologii Total Productive Maintenance (TPM), stosowanej od lat w przemyśle jako podejście do maksymalizacji efektywności wykorzystania maszyn — więcej o samej metodzie TPM można znaleźć w materiałach Lean Enterprise Institute.
Dzięki regularnemu pomiarowi przedsiębiorstwo może:
- zidentyfikować, czy największym problemem są przestoje, niska prędkość pracy maszyn, czy braki jakościowe,
- porównywać efektywność różnych maszyn, linii lub zmian produkcyjnych,
- śledzić skutki wdrażanych usprawnień w czasie,
- podejmować decyzje inwestycyjne na podstawie rzeczywistych danych, a nie szacunków.
Więcej o tym, jak ten wynik przelicza się na konkretne wartości, znajdziesz w artykule Jak obliczyć wskaźnik OEE? Wzór i przykład (link wewnętrzny do kolejnego artykułu klastra).
Jakie wartości OEE są uznawane za dobre?
W praktyce przemysłowej przyjmuje się orientacyjne progi referencyjne, choć ich interpretacja zależy od specyfiki branży i procesu.
- Wynik poniżej 60% — sygnalizuje istotne straty efektywności wymagające analizy przyczyn.
- Wynik w przedziale 60–85% — typowy poziom w wielu zakładach produkcyjnych, z przestrzenią do optymalizacji.
- Wynik powyżej 85% — uznawany za bardzo dobry, charakterystyczny dla procesów dobrze zoptymalizowanych.
Wartości te należy traktować jako punkt odniesienia, a nie sztywny standard — kluczowe jest porównywanie wyniku w czasie dla tej samej maszyny lub linii. Sprawdź, jak poprawić OEE w zakładzie produkcyjnym, jeśli Twoje wyniki znajdują się w niższym przedziale (link wewnętrzny).
Jak mierzyć OEE w praktyce?
Pomiar wymaga zbierania danych o czasie pracy i przestojach maszyn, rzeczywistej prędkości produkcji oraz liczbie wyprodukowanych sztuk dobrych i wadliwych. W wielu zakładach dane te są zbierane ręcznie, co prowadzi do błędów, opóźnień i niepełnego obrazu sytuacji.
Nowoczesne podejście polega na automatycznym zbieraniu danych bezpośrednio z maszyn i systemów produkcyjnych oraz prezentowaniu wyniku w czasie rzeczywistym, na dashboardach dostępnych dla operatorów, kierowników produkcji i utrzymania ruchu. Więcej na ten temat w artykule System do raportowania i monitorowania OEE (link wewnętrzny).
Jak TMS wspiera pomiar i analizę OEE?
Platforma TMS automatycznie zbiera dane z maszyn produkcyjnych, linii technologicznych oraz systemów zakładowych i przelicza je na bieżąco na ten wskaźnik oraz jego trzy składowe: dostępność, wydajność i jakość.
Dzięki temu osoby odpowiedzialne za produkcję i utrzymanie ruchu mogą natychmiast zobaczyć, która składowa generuje największe straty, porównać wyniki między maszynami, liniami lub zmianami oraz monitorować efekty wdrażanych działań optymalizacyjnych bez konieczności ręcznego zbierania danych.
Podsumowanie
OEE (Overall Equipment Effectiveness) to jeden z najważniejszych wskaźników efektywności w przemyśle produkcyjnym, łączący dostępność, wydajność i jakość w jedną, łatwą do interpretacji miarę. Jego regularny pomiar i analiza pozwalają identyfikować źródła strat i podejmować decyzje prowadzące do realnego zwiększenia efektywności produkcji.
Najczęściej zadawane pytania (FAQ)
Czym jest OEE?
OEE (Overall Equipment Effectiveness) to wskaźnik całkowitej efektywności wyposażenia, który łączy dostępność maszyny, jej wydajność oraz jakość produkowanych wyrobów w jedną wartość procentową.
Jak rozłożyć wskaźnik OEE na składowe?
OEE składa się z trzech elementów: dostępności (czas pracy względem czasu planowanego), wydajności (rzeczywista prędkość względem maksymalnej) oraz jakości (udział produktów dobrych w całkowitej produkcji).
Jaki poziom OEE jest uznawany za dobry?
Orientacyjnie OEE powyżej 85% uznaje się za bardzo dobry wynik, 60–85% to typowy poziom w wielu zakładach, a wynik poniżej 60% wskazuje na istotne straty efektywności wymagające analizy.
Czy OEE można mierzyć automatycznie?
Tak. Systemy takie jak platforma TMS automatycznie zbierają dane z maszyn i linii produkcyjnych i na ich podstawie wyliczają wskaźnik OEE w czasie rzeczywistym, bez potrzeby ręcznego raportowania.
Jak TMS wspiera analizę OEE?
TMS zbiera dane z maszyn i systemów produkcyjnych, przelicza je na wskaźnik OEE i jego składowe oraz prezentuje wyniki na dashboardach, umożliwiając porównywanie maszyn, linii i zmian oraz śledzenie efektów działań optymalizacyjnych.