Wskaźnik OEE (Overall Equipment Effectiveness) oblicza się jako iloczyn trzech składowych: dostępności, wydajności i jakości. Każda z nich wyrażana jest w postaci ułamka lub procentu, a ich pomnożenie daje końcową wartość tego wskaźnika.
Wzór na OEE
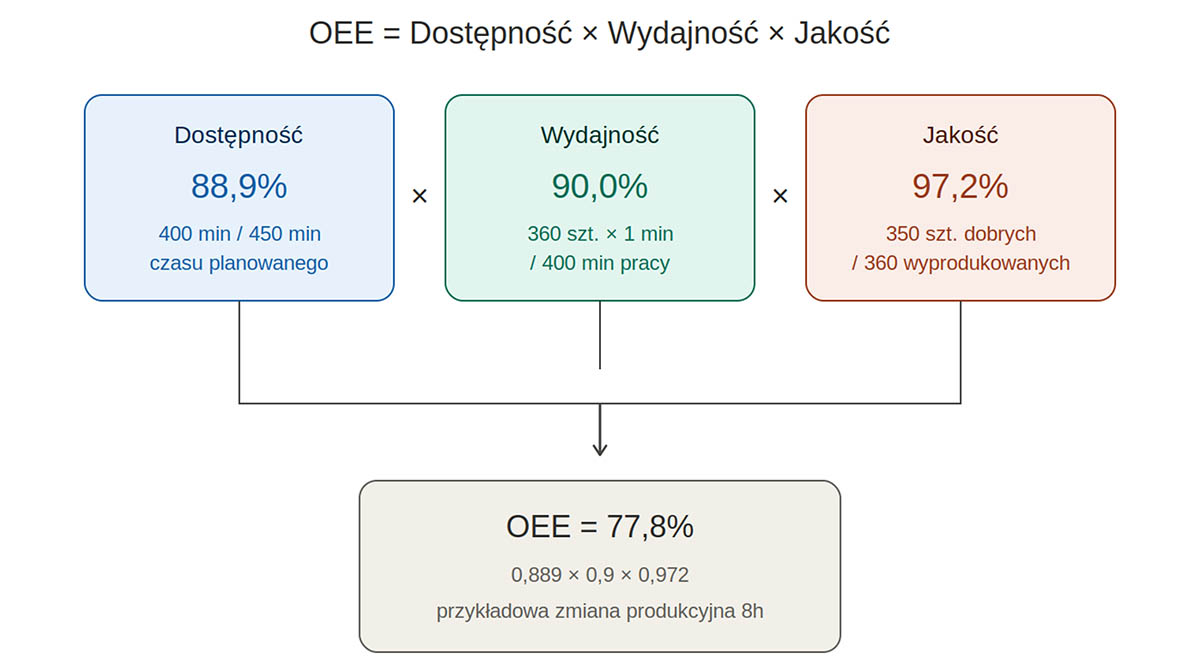
OEE = Dostępność × Wydajność × Jakość
Aby wyliczyć każdą ze składowych, potrzebne są dane operacyjne zbierane podczas zmiany produkcyjnej.
Wzór na dostępność
Dostępność = Czas pracy maszyny / Czas planowanej produkcji
Wzór na wydajność
Wydajność = (Liczba wyprodukowanych sztuk × Czas cyklu idealnego) / Czas pracy maszyny
Wzór na jakość
Jakość = Liczba produktów dobrych / Całkowita liczba wyprodukowanych sztuk
Przykład liczbowy obliczenia wskaźnika
Załóżmy zmianę produkcyjną trwającą 8 godzin (480 minut), z 30-minutową przerwą planową. Czas planowanej produkcji wynosi więc 450 minut.
| Parametr | Wartość |
| Czas planowanej produkcji | 450 minut |
| Czas przestojów (awarie, przezbrojenia) | 50 minut |
| Czas pracy maszyny | 400 minut |
| Czas cyklu idealnego (na 1 sztukę) | 1 minuta |
| Liczba wyprodukowanych sztuk | 360 sztuk |
| Liczba sztuk wadliwych | 10 sztuk |
| Liczba sztuk dobrych | 350 sztuk |
Krok 1: Dostępność
Dostępność = 400 minut / 450 minut = 0,889, czyli 88,9%
Krok 2: Wydajność
Wydajność = (360 sztuk × 1 minuta) / 400 minut = 0,9, czyli 90%
Krok 3: Jakość
Jakość = 350 sztuk dobrych / 360 sztuk wyprodukowanych = 0,972, czyli 97,2%
Krok 4: wynik końcowy
OEE = 0,889 × 0,9 × 0,972 = 0,778, czyli 77,8%
Oznacza to, że maszyna wykorzystała 77,8% swojego teoretycznego potencjału produkcyjnego w analizowanej zmianie.
Najczęstsze błędy podczas liczenia wskaźnika
- Mylenie czasu planowanej produkcji z czasem kalendarzowym (np. wliczanie przerw, które nie są częścią planu produkcyjnego).
- Nieuwzględnianie mikroprzestojów w czasie pracy maszyny, co sztucznie zawyża dostępność.
- Liczenie jakości tylko na podstawie kontroli końcowej, bez uwzględnienia braków wykrytych na wcześniejszych etapach procesu.
- Ręczne, okresowe raportowanie danych, które nie odzwierciedla rzeczywistej sytuacji na linii w czasie rzeczywistym.
Jak zautomatyzować obliczanie OEE?
Ręczne liczenie tego wskaźnika na podstawie danych zbieranych w arkuszach jest czasochłonne i podatne na błędy, a wynik dostępny jest zwykle z dużym opóźnieniem — często dopiero następnego dnia. W praktyce przemysłowej coraz częściej stosuje się systemy, które automatycznie zbierają dane z maszyn i wyliczają wynik na bieżąco.
Sam wzór jest tu jednak tylko częścią równania — równie ważna jest jakość danych wejściowych, dlatego warto poznać też czym jest OEE i jakie znaczenie ma każda z trzech składowych, zanim przejdzie się do automatyzacji obliczeń.
Platforma TMS automatycznie rejestruje czas pracy i przestojów maszyn, rzeczywistą prędkość produkcji oraz liczbę sztuk dobrych i wadliwych, a następnie przelicza te dane na wskaźnik OEE wraz z jego trzema składowymi. Wynik jest dostępny w czasie rzeczywistym na dashboardach, bez potrzeby ręcznych obliczeń.
Podsumowanie
Obliczenie wskaźnika OEE wymaga pomnożenia trzech składowych: dostępności, wydajności i jakości. Choć wzór jest prosty, kluczowe znaczenie ma dokładność i kompletność danych wejściowych — a to najłatwiej zapewnić poprzez automatyczne zbieranie danych z maszyn, a nie ręczne raportowanie.
Najczęściej zadawane pytania (FAQ)
Jaki jest wzór na OEE?
OEE oblicza się jako iloczyn trzech składowych: OEE = Dostępność × Wydajność × Jakość, gdzie każda składowa wyrażana jest jako wartość procentowa lub ułamek.
Jak obliczyć dostępność maszyny do wzoru OEE?
Dostępność to czas faktycznej pracy maszyny podzielony przez czas planowanej produkcji, z wyłączeniem przerw i przestojów nieplanowanych ujętych jako straty.
Co to jest czas cyklu idealnego?
Czas cyklu idealnego to teoretyczny, minimalny czas potrzebny do wyprodukowania jednej sztuki przy maksymalnej, projektowej prędkości maszyny, bez żadnych strat.
Czy istnieje gotowy kalkulator OEE?
Wskaźnik OEE można obliczyć ręcznie według podanego wzoru lub automatycznie za pomocą systemów takich jak platforma TMS, które na bieżąco zbierają dane z maszyn i wyliczają OEE bez potrzeby manualnych obliczeń.
Jak często należy liczyć OEE?
W praktyce przemysłowej OEE warto monitorować na poziomie zmiany, dnia i miesiąca, aby móc śledzić trendy i szybko reagować na spadki efektywności — co jest możliwe przede wszystkim przy automatycznym, ciągłym pomiarze.