KPI dla ciągów technologicznych i zakładów produkcyjnych – znaczenie ciągłej analizy danych oraz identyfikacji wykonywanych zadań

W dobie Przemysłu 4.0 zarządzanie produkcją zgodnie z zasadami Lean Management i Ciągłego Doskonalenia (Continuous Improvement) jest bardziej skuteczne niż kiedykolwiek wcześniej. Dzięki Platformie PRZEMYSŁ 4.0 TMS dostępne są narzędzia umożliwiające precyzyjną analizę wykorzystania wydajności oraz energochłonności (a tym samym bezpośrednich kosztów) – i to na bieżąco – zarówno dla stacjonarnych ciągów produkcyjnych, jak i maszyn mobilnych. Dlaczego to takie ważne? W praktyce produkcyjnej:
- dane dotyczące maszyn mobilnych udostępniane przez systemy OEM (będące wyposażeniem fabrycznym) są dostępne:
- w formie niepodzielnych sum dla doby, bez możliwości rozliczenia ich w rozbiciu na zmiany robocze,
- w zakresie dotyczącym tylko maszyn danej marki, bez uwzględniania maszyn innych dostawców, nie mówiąc już o kontekście danych dotyczących parametrów pracy stacjonarnych ciągów produkcyjnych,
- co więcej, często zdarza się, że maszyny mobilne wykonują zadania w różnych miejscach, przechodząc płynnie z realizacji zadań produkcyjnych na rzecz różnych ciągów technologicznych do zadań o charakterze pomocniczym a także związanych z obsługą Klientów. W związku z tym, że tradycyjne metody monitorowania pracy maszyn nie są przystosowane do tak dynamicznego środowiska, systemy kontroli bezpośrednich kosztów produkcji w rozbiciu na MPK (Miejsca Powstawania Kosztów) muszą być oparte na przybliżonych szacunkach dotyczących alokacji kosztów maszyn pomiędzy MPK. Przyjrzyjmy się temu bliżej.
Monitoring jednostek mobilnych oparty na bieżącym rozliczeniu wartości chwilowych i ich alokacji do MPK (Miejsc Powstawania Kosztów)
Podstawą działania platformy TMS INDUSTRY 4.0/5.0 jest zastosowanie sterowników TMS 900. Są one wyposażone w zaawansowany mikroprocesor, rozliczający na bieżąco parametry eksploatacyjne będące nośnikami informacji o kosztach (zużycie paliwa, czas pracy, przewieziony tonaż) w rozbiciu na każdą minutę pracy. W połączeniu z danymi dostarczanymi przez wbudowany lokalizator GPS, technologia ta pozwala nie tylko śledzić pracę maszyny w czasie rzeczywistym, ale również precyzyjnie określać, jakie zadania są wykonywane w danym miejscu i czasie. Dzięki temu możliwe jest dokładne przypisanie pracy każdej jednostki do konkretnego ciągu technologicznego i wyciąganie z tego konkretnych wniosków zarówno w wymiarze operacyjnym, jak i analitycznym.
W praktyce oznacza to, że jeżeli jedna ładowarka, czy wozidło obsługuje kilka linii produkcyjnych, system automatycznie rozdzieli czas jej pracy między poszczególne procesy. Pozwala to:
- w wymiarze operacyjnym – np. uniknąć błędnych interpretacji spadków wydajności danego ciągu – które, jak się okazuje, często wynikają nie z przestoju, lecz z realizacji równoległych zadań,
- w wymiarze analitycznym – precyzyjnie i szybko przypisać bezpośrednie koszty eksploatacji każdej z maszyn do poszczególnych MPK.
Case study 1: Analiza pracy ładowarek kołowych z podziałem na zadania i strefy operacyjne
Co przedstawia raport?
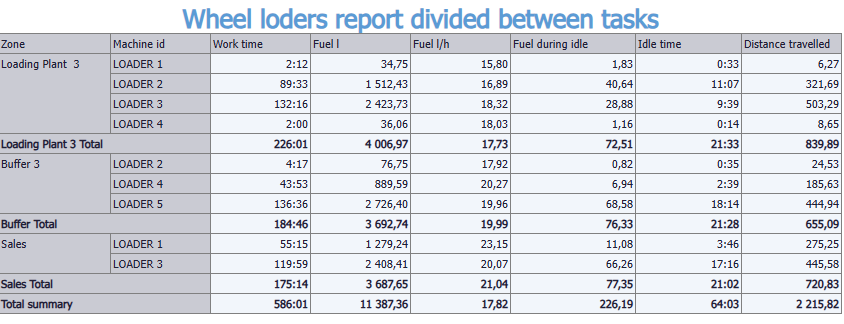
Raport przedstawia szczegóły dotyczące pracy ładowarek kołowych (ang. wheel loaders) w trzech strefach operacyjnych: Loading Plant 3 (załadunek), Buffer 3 (bufor) oraz Sales (sprzedaż), z wyszczególnieniem czasu pracy, zużycia paliwa, czasu pracy jałowej oraz pokonanego dystansu. Łączny czas pracy wszystkich maszyn wyniósł 586 godzin i 1 minutę, podczas których zużyto 11 387,36 litrów paliwa, co daje średnie zużycie na poziomie 17,82 l/h.
Kluczowe obserwacje:
- Najbardziej kosztochłonnym zadaniem realizowanym przez ładowarki kołowe był załadunek zakładu produkcyjnego nr 3 (strefa Loading Plant 3) z łącznym czasem pracy 226 godzin i zużyciem 4 006,97 litrów paliwa.
- LOADER 3 pracował najdłużej (132:16 h), pokonując też największy dystans w tej strefie – 503,29 m.
- Najwyższy czas pracy jałowej w tej strefie odnotowano dla LOADER 2 – 11:07 h.
- Nakłady na prace pomocnicze, czyli przeładunki materiału na stożkach buforowych (strefa buffer 3) były mniejsze niż na prace bezpośrednio produkcyjne. Ponadto, największe obciążenie zadaniami o charakterze pomocniczym dotyczyło LOADERA 5 (136:36 h, 2 726,40 l paliwa).
- W tej strefie wykonano 184:46 h pracy i zużyto ponad 3 692 litrów paliwa, ze średnim spalaniem 19,98 l/h – wyższym niż w pozostałych strefach.
- W strefie Sales, łączny czas pracy wyniósł 175:14 h przy zużyciu 3 687,65 l paliwa.
- LOADER 3 ponownie osiąga wysoką wartość pracy jałowej – 17:16 h, z dużym zużyciem paliwa podczas postoju (66,26 l), co potencjalnie może oznaczać że relatywnie wyższy udział pracy na biegu jałowym w tej maszynie nie wynika z charakteru wykonywanych zadań, tylko z nawyków pracującego w tej maszynie operatora.
- Czas pracy jałowej we wszystkich strefach wyniósł łącznie 64:03 h, co oznacza około 11% całkowitego czasu pracy maszyn – jest to istotna wartość z punktu widzenia optymalizacji zużycia paliwa i efektywności operacyjnej.
- Największy łączny dystans pokonały maszyny w strefie Sales – 720,83 m, co z jednej strony wskazuje na dużą aktywność załadunkową i transportową w tym obszarze, z drugiej – skłania do przeanalizowania lokalizacji magazynów i miejsc załadunków Klientów pod kątem minimalizacji pokonywanych dystansów, czyli kosztów obsługi Klienta.
Wnioski:
Raport umożliwia precyzyjną analizę efektywności maszyn w poszczególnych strefach oraz kosztów realizacji poszczególnych zadań. Umożliwia także identyfikację jakie wartości KPI są uzasadnione charakterystyką danego zadania, a jakie wskazują na problemy do rozwiązania. Wnioski, które można wyciągnąć z takiej analizy mogą być podstawą do dalszych działań optymalizacyjnych, takich jak:
- zmiana harmonogramów pracy,
- optymalizacja tras załadunku,
- ograniczenie czasu bezproduktywnego postoju,
- zmiana nawyków operatorów.
Wartości chwilowe jako źródło danych o kosztach
Opisana powyżej jedna z najważniejszych cech wyróżniających platformy TMS INDUSTRY 4.0/5.0 to możliwość analizy tzw. wartości chwilowych – czyli danych zbieranych w minutowych interwałach łącznie z dynamicznym przypisaniem ich do odpowiednich procesów jest cechą kluczową także z punktu widzenia potrzeb informacyjnych służb finansowych.
Dzięki temu Służby Controllingu Finansowego i Kadra Zarządzająca mogą zidentyfikować faktyczne źródła kosztów, ocenić ich wpływ na marżowość produktów i podejmować lepiej uzasadnione decyzje strategiczne. Co istotne: dane te są dostępne z minimalnym opóźnieniem – już w kolejnym dniu roboczym – co umożliwia szybką reakcję wszystkich uczestników procesu produkcyjnego na wszelkie odchylenia od normy.
Dlaczego warto wizualizować przebieg wartości chwilowych w ciągu dnia?
Zebrane przez PLATFORMĘ PRZEMYSŁ 4.0 dane chwilowe można także zwizualizować w formie graficznej, tak aby równolegle osiągnąć kilka celów:
- dostarczyć managerom “na pierwszej linii frontu” (sztygarom, kierownikom) informacji o tym, w którym momencie, na którym etapie i dlaczego doszło do pogorszenia parametrów produkcji,
- umożliwić szybką reakcję i zweryfikować efekty wprowadzonych działań korygujących już podczas kolejnej zmiany roboczej lub w kolejnym dniu,
- zbudować spójną i obiektywną płaszczyznę komunikacji pomiędzy osobami z obszaru:
- zarządzania produkcją, bezpośrednio obserwujących w formie wykresów graficznych skutki podejmowanych na bieżąco decyzji operacyjnych,
- analizy procesów (zespół Continuous Improvement) oraz analizy kosztów (Finanse) analizujących wskaźniki KPI oraz wskaźniki finansowe,
dzięki czemu wszystkie wyżej wymienione służby na bieżąco rozumieją w jaki sposób działania operacyjne przekładają się na wskaźniki efektywności (KPI) oraz uzyskiwane wyniki finansowe, dlaczego ulegają ewentualnemu pogorszeniu oraz co zrobić, aby je poprawić.
Case Study 2: Kompleksowa analiza procesu w kamieniołomie – od wydobycia i załadunku, poprzez transport, do pierwszego etapu kruszenia – raport dzienny platformy TMS INDUSTRY 4.0

Co przedstawia raport?
Raport przedstawia szczegółową analizę pracy kamieniołomu poprzez porównanie charakterystyki pracy koparki ładującej na wyrobisku, samych wozideł oraz zakładu kruszenia wstępnego z wykorzystaniem systemu TMS INDUSTRY 4.0.
Kluczowe obserwacje:
Kruszarka – I stopień kruszenia (Crusher 1):
- Łączna produkcja zakładu wstępnego kruszenia wyniosła 3 022,00 t.
- Kruszarka pracowała aktywnie przez 14 godz. 36 min, osiągając wydajność 207,05 t/h przy zużyciu 235,66 kWh energii elektrycznej.
- Wysoka stabilność pracy w godzinach porannych i popołudniowych; zauważalna przerwa nocna.
HD405 – wozidła technologiczne:
- Dwie wywrotki wykazują regularne i intensywne cykle załadunku i rozładunku.
- Załadunki realizowane były głównie do:
- kosza zasypowego kruszarki (czerwony)
- bufora przed kruszarką (kolor żółty)
- bufora zakładu mobilnego, czyli innego niż kruszarki, której pracę zwizualizowano na wykresie na górze (pomarańczowy)
- Dzięki kodowaniu kolorystycznemu łatwo zidentyfikować które spadki wydajności kruszarki są spowodowane nie dowiezieniem przez wozidła materiału wejściowego do procesu, a które – ewentualnymi problemami z samą kruszarką.
CAT 374D – Koparka:
- Wykres pokazuje pracę silnika oraz jego obroty.
- Widoczne są długie okresy pracy z równym obciążeniem, przerywane krótkotrwałymi postojami.
Efektywność energetyczna:
- Całkowite zużycie paliwa przez maszyny mobilne: 470,38 l.
- Zużycie energii przez silnik kruszarki: 235,66 kWh.
- Średnie zużycie energii na tonę: 0,14 kWh/t, co świadczy o wysokiej sprawności procesu.
Wnioski:
- System TMS pozwala na kompleksowy monitoring każdego etapu procesu wydobywczego – od pracy kruszarki po działania transportowe.
- Dzięki czytelnym wykresom i precyzyjnej rejestracji zdarzeń możliwe jest identyfikowanie przestojów, strat energii i momentów szczytowej wydajności.
- Wnioski z analizy można wykorzystać do dalszej optymalizacji procesów i zwiększenia efektywności zakładu.
Precyzyjny monitoring – rozbicie pracy na konkretne operacje
System TMS INDUSTRY 4.0 umożliwia szczegółowy podział pracy maszyn na konkretne czynności: załadunek, transport, rozładunek, praca jałowa, oczekiwanie czy przestoje. Monitoring prowadzony jest z dokładnością do jednej minuty, co pozwala nie tylko analizować efektywność, ale również lepiej planować produkcję i alokację zasobów.
Dane dostępne są już z jednodniowym opóźnieniem, co oznacza, że każdego dnia roboczego można szczegółowo przeanalizować przebieg dnia poprzedniego – i podjąć trafne działania korygujące lub optymalizacyjne.
Energochłonność pod kontrolą – monitoring zużycia paliwa i energii
System TMS umożliwia również pomiar zużycia paliwa i energii elektrycznej przez konkretne maszyny oraz całe ciągi technologiczne. Dzięki temu można łatwo obliczyć kluczowe wskaźniki efektywności energetycznej (KPI) zarówno dla zakładu jako całości, jak i dla pojedynczych jednostek.
Uzyskane dane pomagają identyfikować obszary nadmiernego zużycia energii, co przekłada się bezpośrednio na niższe koszty operacyjne i redukcję śladu węglowego przedsiębiorstwa.
Produkcja oparta na faktach – precyzyjne raportowanie
W przeciwieństwie do klasycznych systemów telematycznych TMS INDUSTRY 4.0 nie ogranicza się jedynie do monitorowania czasu pracy. Umożliwia dokładne przypisanie każdej aktywności maszyny do konkretnego procesu, dzięki czemu raporty zawierają rzeczywisty obraz pracy jednostek.
To podejście znacząco zwiększa trafność planowania – decyzje opierają się na danych empirycznych, a nie ogólnych założeniach. Efektem jest większa przewidywalność oraz lepsze zarządzanie zasobami.
Integracja z ERP i controllingiem – dane operacyjne jako rzetelne źródło danych finansowych
Dużą wartością dodaną systemu TMS jest jego możliwość integracji z firmowymi systemami ERP, finansowo-księgowymi i controllingowymi. Dane operacyjne z maszyn automatycznie zasilają moduły kosztowe, co umożliwia:
- precyzyjne wyliczanie marży dla każdego produktu lub procesu,
- bieżącą analizę kosztów jednostkowych,
- dynamiczne przypisywanie kosztów na podstawie rzeczywistego wykorzystania zasobów.
Dzięki temu kopalnia unika sztywnych, procentowych założeń – każda złotówka ma swoje realne uzasadnienie.
Kluczowe korzyści dla kopalń:
- Dokładna identyfikacja MPK i kosztów jednostkowych,
- Monitoring pracy maszyn w czasie rzeczywistym i retrospektywnym,
- Automatyczna klasyfikacja zadań wykonywanych przez maszyny,
- Integracja z systemami ERP i controllingowymi,
- Rzeczywiste dane o marżowości produktów i procesów,
- Możliwość natychmiastowej reakcji na odchylenia od normy,
- Skuteczne planowanie produkcji na podstawie danych z dni poprzednich.